Casthouse Quality Control.
- Administrator

- Mar 25, 2022
- 5 min read
Whether in the casthouse or any other production process dependant part of your business, Quality Control is is something you must consider and dedicate the necessary time and resources to ensure specifications are met and moreover maintained to avoid variation in the customers product.

A robust quality control system will ensure that your cast products comply with your customers specifications. A very good QC (will be abbreviated from now on) process will also demonstrate to your customers (and hopefully potential customers) that you have control and understand the capability of your facility which in turn will continually generate quality products, time after time, regardless of personnel, external conditions or process variation.
Quality Assurance
"All actions take to ensure that the standards and procedures are followed to and that the delivered products or services meet performance requirements".
Quality Control
"QC refers to the process most often implemented in manufacturing, of monitoring the quality of the finished products through a series of measurements and overall company commitment to making defect free products".
I have visited many production sites and casthouses where understanding the benefit of QC is not fully recognised or adopted. Sometimes this entire process is seen as a 'headache' and unnecessary but in my experience its sorts out the Tier 1 suppliers from the rest, that's why the Automotive and Aerospace industry not only require these standards but demand that they are in place and well established before they will commit to production qualification trials.
The measurement system to ensure conformity can be considered as a very basic block diagram, it really could not be simpler.
We 'Measure' to 'Control' and compare the data, understand the process and any deviations with that we 'Improve', its a continuous closed loop and once we have enough data we can run statistical process control (SPC) to demonstrate 'Process Capability. More of this later... but for those savvy of CI you can see we are talking here about the building blocks to DMAIC.
For the time being and for the sake of keeping this blog brief, we will consider only the casthouse process, and in particular the casting of slabs (for example).
There are several 'Control Technologies' available to ensure your products conform to the customers specification and which will supply you the feed to perform our SPC charts.
Hydrogen Measurement. Porosity and mechanical losses are well understood phenomena in aluminium casting and downstream failure modes. Therefore its a good idea to monitor the hydrogen levels in your liquid metal as close to the 'solidification process' as possible to avoid recontamination after the inline degassing sequence.
There are a number of equipment's on the market today that can take inline H2 measurements.
The measurement methods fall into two groups. A kind of solid vs liquid methodology.
The first method which collect and measure the amount of gas extracted by heating a finite / known mass of alloy, sometimes this process is done under vacuum (Leco).
The second method which use a tool to take real time measurements of hydrogen concentration in solution in the liquid (Alscan).
We will consider the most popular here by use and elaborate on how they work, again there are many papers and OEM company literature on other systems that can perform exactly the same function so if your looking for such a device, take the time and look around for a system that meets your budget and requirements. I have attached for your convenience some data from the OEM's.
Alscan
One of the most popular systems sill in use today, with in the region of 300 units being deployed in most of the large aluminium casthouses. A simple to use process that provides accurate H2 readings. using Sieverts Law to determine dissolved H2 levels in the liquid aluminium.

A new system that has been recently introduced is the Accurity system by Alsobia. Jasmin Proulx recently shared this information with me. I have attached the company literature below for your reference. If anyone is currently using this system I would love for you to get in touch. support@alberg.tech.
Below we can see an I-MR Chart and a Process Capability chart. The data was taken over a rather large sampling rate for a customer that had a maximum H2 level in his specification of 0.20ml/100g Al.
The data demonstrates the process is stable and repeatable with two red 'outliers' that could be explained to the customer if requested and not effecting the overall Cpk value which is >1.




The control charts should be production line, product and alloy specific. Interestingly I created a H2 chart taking an average monthly hydrogen reading for a billet casting line in the Middle East. The hydrogen levels peak in the region due to the humidity and influence of the monsoon season in India. (June to September).

Inclusion Measurement.
Another data set generally required from the customer is the level of inclusions (inclusions being foreign particles not required in the product). I will follow up to this blog with another shortly on types of inclusions, their sources and how to eradicate at source.
Several products exist to measure the level of inclusion in the melt.
They differ slightly in their operation as some use samples while others are real time.
The most commonly used methods are as follows:
PoDFA
Prefil
LiMCA
IA 500
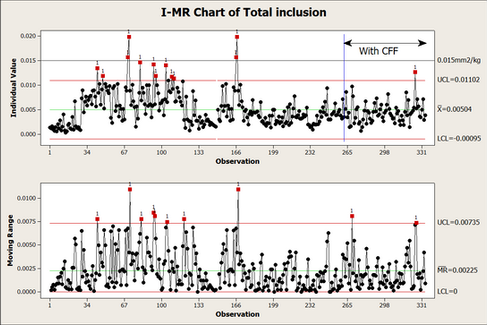
Below you can see two control charts made using PoDFA data taken on a slab casting line producing a lithographic alloy for a specific client.
After several notable points were recorded and deeply investigated it was decided to use a Ceramic Foam Filter after the Deep Bed Filter to further enhance the molten metal quality. This demonstrates the benefit of 'Measuring' your product quality and taking proactive measure to correct the situation and no doubt reduce expensive customer complaints and possible claims.



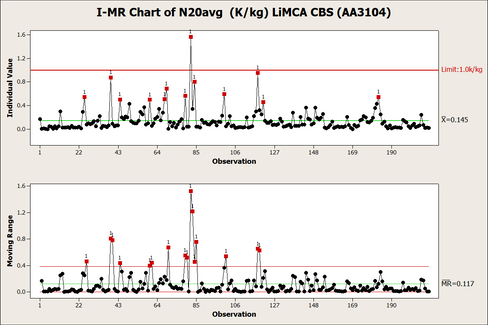
LiMCA N20 values for 3104 Can Body Stock alloys. The metal was extremely clean and inclusion free. The CpK value was >3. The sample size was also very good, over 200 measurements made.
With this type of data it can be demonstrated to the customer that you operate a stable, benchmark world class casting centre and can reduce the sampling frequency, lowering operational costs freeing up process technicians and operators to work on other problems.



Concluding
While we have only really touch the tip of the iceberg in terms of Quality Control, there are many other aspects of the product that needs to be validated and controlled. such as physical geometry (length, width, thickness, diameter, sawn surface roughness to name a few). All of these parameters can be measured and analysed in a similar fashion to the metallurgical conditions. I would suggest that not at the same frequency as the variables effecting the product are not so fluctuating. The chemical side of the product is also a critical data set of course following the customers specification. (I did not mention this as this topic warrants a blog entirely on its own due to the process and details involved).
Quality Monitoring : (Hydrogen and Inclusions) :
Compliance of your products to the customer specs furthermore demonstrate the process capability to continuously generate quality products.
Quality Control (SPC) :
Use data! create control charts and establish process control limits, look at regular review, learn from the process and review the limits making them tighter whenever possible. By doing this you will improve your products and band reputation.
Data exchange / Benchmarking :
Establish internal specifications and if possible use external or customers laboratories (or even competitors such as Hydro BQA) to exchange results and benchmark data.
Facilitate the exchange of best practices in metal treatment and process control.
Many thanks for taking the time to read this blog, please feel free to share with your friends and colleagues.
Should you still require further help on this particular subject reach out and please contact : albergtech@gmail.com
George



Comentarios