
Please read part 1 of a 3 part series on billet extrusion and defect identification. The ductility of aluminium makes it an ideal material for low temperature die extrusion.
At temperatures of between 450'C to 500°C, approximately 80% of the melting point for of 6xxx series aluminium. The billet loses its strength and becomes extremely ductile and pliable with good formability.
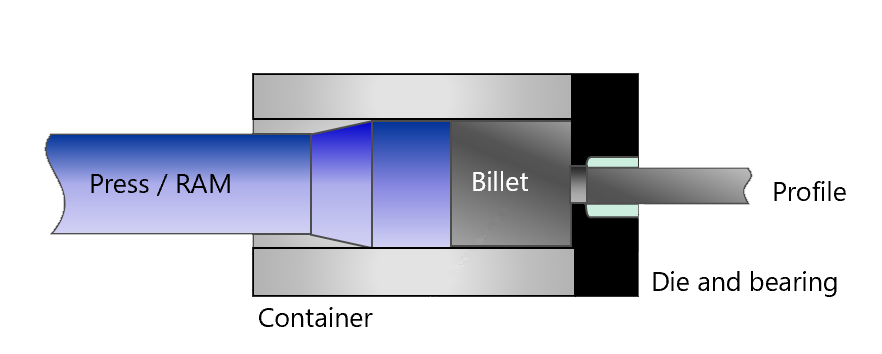
This ductility allows the aluminium billet to be 'squeezed' like toothpaste through a hardened steel die by applying a lateral pressure forced through by a hydraulic ram as shown below. The container wall retains any outward pressure and thus forces the material through the die opening or bearing.
Aluminium alloy heat treatment is called “Age Hardening” and/or “Precipitation hardening and this is the method from which we will reach the desired strength
in 6xxx billet extrusions.
6xxx or 'Al-Mg-Si' alloys represent approximately 90% of all extruded aluminium volume. AS discussed above this is purely down to the nature of the alloy, being relatively soft at high temperatures. Further treatment will give useful strength when artificially aged and the alloy has a large “working range” that allows them to be both extruded at high speed and solution treated at the press. The series has good finishing response to coating or anodizing, the alloy is formable, machinable and demonstrates good corrosion resistance.
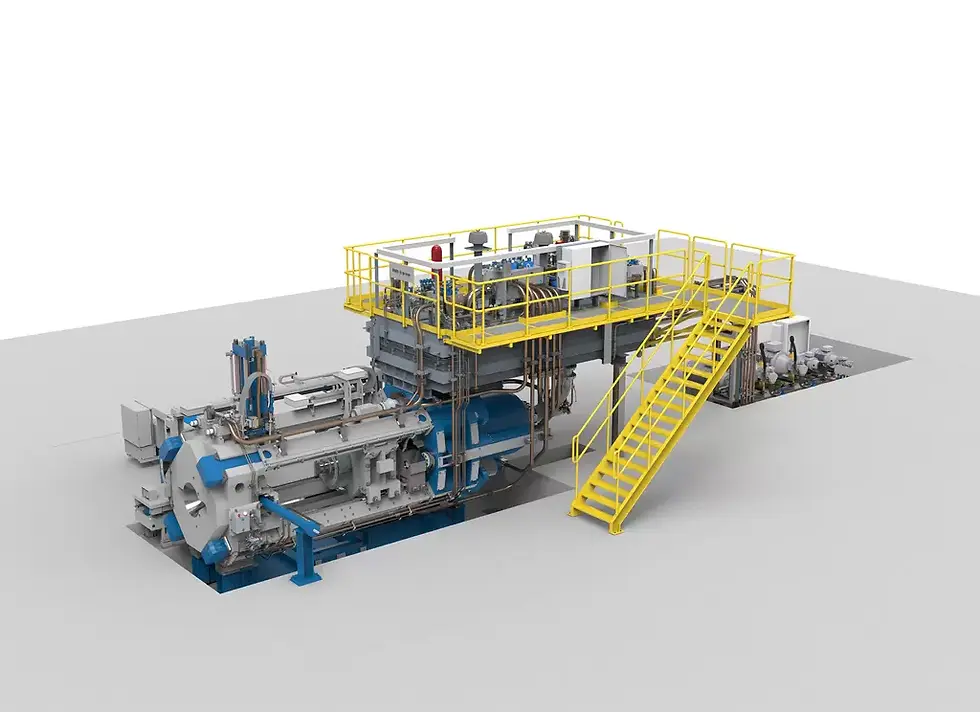
What happens in the extrusion press?

Approximately 95% of the mechanical work done during the extrusion deformation process is converted into HEAT as can be shown in the schematic above. This heating occurs as the metal is squeezed through the die and deformed, this has an impact on the grain structure due to recrystallisation that we shall discuss later in the blog.
The deformation will cause the billet temperature to Rise between : 82'C to 132'C
The die exit temperature of the profile can reach : 549'C to 571'C and in approximately less than < 20 seconds
During the extrusion process transformation the temperature of the profile rises above the solvus temperature of the alloy this in effect allows the Mg2SI precipitates to dissolve and enables the final properties of the extruded alloy to reach its required T6 condition, i.e. solution treated and then artificially aged.
During the time above the solvus condition the alloy recrystalises even after the grain were previously deformed in the direction of the lateral press.
The 'working range' of the billet is defined by the solvus and melting temperature of the alloy being extruded and as a general rule of thumb the bank becomes narrower with an increase in alloy content.
Preheating the billet
There are two main reason to preheat a billet prior to extrusion.
The first one to take the metal to a temperature at which point it is soft and pliable enough for the press to extrude it through the die. This is directly linked to the die exit temperature of the press during the push and as we discussed above is determined by the solvus and melting point of the alloy. This exit temperature can also be controlled by the ram speed / press speed.
The second to establish a temperature platform from which the extrusion temperature rise can take the metal above the solvus.
Careful awareness is required to ensure that when the billet temperature is changed the alloy microstructure attempts to reach equilibrium - often this means Mg2Si particles grow and this can effect the overall strength and performance of the extrusion.
Long preheating cycles offer up no advantages and in reality the preheat times should be as short as possible thus giving a better extrusion yield and minimising energy costs.
Failure to dissolve Magnesium Silicide (Mg2Si).
As we mentioned during the billet preheating temperature (>450'C) the magnesium silicide begins to re-precipitate in the billet, Mg2Si is detrimental to the extrudability of the billet as it is a strengthening mechanism it can also exacerbate die wear for the extruder. Mg2Si precipitates can also effect the cosmetic appearance of the profile particularly when anodising or with colour treatments. It is therefore important to dissolve these re-precipitates and the table below shows the exit die temperatures used to successfully do this.
Recommended die exit temperatures:
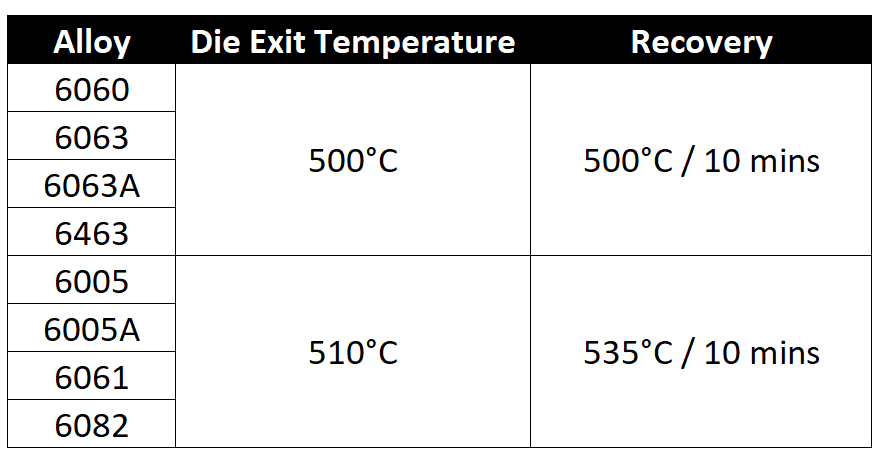
Use a remedial or recovery practice for billets inside heater, during long stoppage or heater shutdown also shown in table 1 above.
If you see an undesired increase in the profile strength or surface finish / anodising problems then revisit casting, homogenisation parameters as well as the extrusion preheating and the die exit temperatures.
Some possible reasons could include:
- Extended preheat soak in the range 325'C - 425'C
- Low die exit temperature
- Low core temperature on large profile extrusion
- Low billet preheating temperature
- Coarse homogenized structure from the supplier
Press Quenching
Upon exiting the die the extrusion is at solution heat treatment temperatures so it is quenched using air or water to form solid solutions in the extrusion so that the alloy extruded responds to “aging”.
The alloy type and required temper defines the “critical quench rate” and the “critical cooling range”.
The quench rate used should be a is a balance between mechanical properties and shape control.
See below an example for 6063 alloy.

Quench Data for Al-Si-Mg alloys
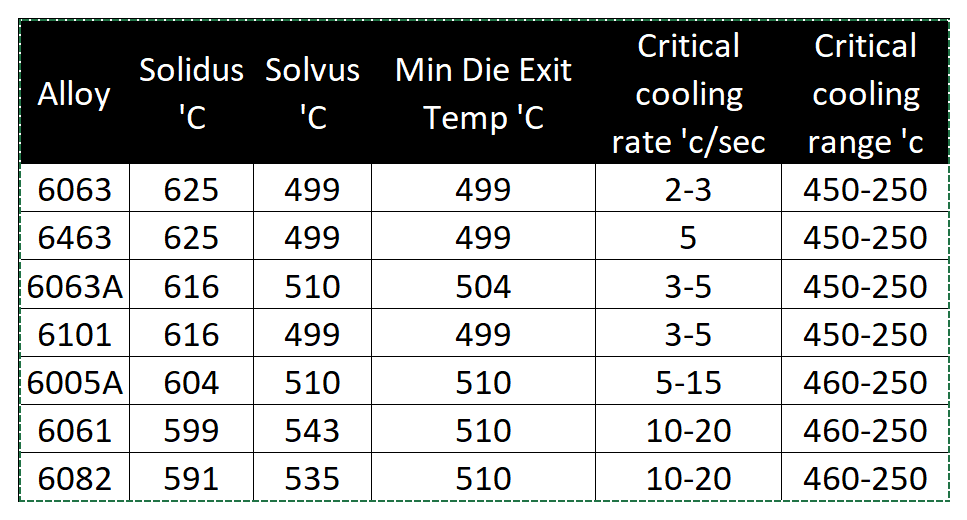
Depending upon the alloy will determine the required quench rate and also the type of quench required. It would be desirable to have a forced air quench for alloy 6061 where a 6063 alloy can be quenched with standing / still air, of course this very much linked to the profile mass / thickness being extruded.
To be continued.
Thanks for reading this short 5 minute blog and please feel free to get in touch and find out more. The blog is written based upon academic / vocational training and through research papers presented in global forums and available in the public domain. I have taken advise from present and former colleagues and with my own insights and learnings from experience casthouses I've worked and in the field.
Please leave feedback in the comments below.
Comments